Устройство и основные параметры сварочного трансформатора. Министерство образования и науки украины восточноукраинский национальный университет имени владимира даля.
Многие модели сварочных аппаратов используются на протяжении нескольких десятилетий, так как они не утрачивают своей актуальности для их сферы применения. Сюда же можно отнести сварочный трансформатор ТД 500. Это промышленная модель, которая служит для регулировки параметров напряжения при сваривании металла. Это очень распространенное и простое устройство, которое к тому же обладает относительно низкой стоимостью. Производительность аппарата достаточная для выполнения основных процедур по свариванию деталей, которые могут возникнуть в промышленной сфере. Номинальный ток для сварки здесь составляет 500 А, а регулировка происходит в пределах от 100 до 560 А. Напряжение номинальное составляют 60 В, что в итоге обеспечивает коэффициент полезного действия на 85%.Техника производится согласно ГОСТ 4918-78.
Трансформатор сварочный ТД-500 предназначен для ручной дуговой сварки при помощи электродов с обмоткой. Согласно своей конструкции, эта модель является однофазной, которая имеет увеличенное рассеяние магнитного поля, у которой воздушный зазор регулируется при помощи подвижных обмоток. В аппарате имеется регулятор тока, который осуществляет действие при помощи ходового винта. Он вращается в ручном режиме, передвигая обмотку путем ввинчивания в специальную гайку. Здесь также сделано увеличенное рассеивание магнитного поля, которое осуществляется за счет специального расположения трансформаторных обмоток. Одна из них закреплена неподвижно, а вторая передвигается вместе с винтом.
Преимущества
- Простота конструкции. С ее помощью повышается надежность использования техники, а также облегчается .
- Широкий диапазон регулировки параметров. Это очень хорошо подходит для эксплуатации производственных условиях, когда нужно выполнять широкий спектр процедур с различными режимами.
- Относительно низкое напряжение холостого хода, что способствует экономичности применения.
- Возможность осуществлять не только сваривание деталей, но и их резку, так как мощности аппарата позволяет выставить данный режим.
- Здесь отсутствует эффект магнитного дутья.
- Трансформатор имеет удобную и безопасную регулировку параметров при помощи ручек на корпусе.
Недостатки
- Техника является слишком массивной, так как данный принцип действия при такой мощности предполагает использование весьма масштабных деталей;
- Техника плохо работает на низких токах и не сильно годится для таких процессов как сварка тонкого металла, так как основной рабочий диапазон рассчитан на толстые заготовки;
- Данный аппарат не удобен для домашнего применения;
- Сварка производится переменным током, что несколько ухудшает качество шва, в сравнение с постоянным.
Схема сварочного трансформатора ТД-500
Особенности эксплуатации и подключения
Сварочный трансформатор ТД-500 У2 является стандартным серийном изделием. Он отличается большой мощностью, поэтому, для его подключения требуется использовать кабеля достаточно большого сечения, иначе они могут не выдержать больших токов, разогреться и расплавиться. Подключение должно проводиться специалистом и особое внимание следует уделить местам соединения проводов, так как именно в них зачастую и проходит поломка. Если нет плотного прилегания концов кабеля к клеммам, то получается более низкая площадь соприкосновения и за счет этого данные места попросту перегреваются, что может привести к короткому замыканию.
«Важно!Чтобы не допустить этого, следует плотно прикрутить места соединения и периодически следить за ними.»

Место, где находится трансформатор, должно иметь относительно низкую влажность, так как иначе может возникнуть короткое замыкание. Важным моментом является вентиляция, так как у многих трансформаторов появляется проблема с перегреванием. Помимо принудительной вентиляции, которая может быть установлена отдельно, можно еще подобрать правильное место с естественной вентиляцией, или же просто прохладную зону. Не нужно превышать заданные параметры трансформатора и лучше действовать только в допустимых пределах. Не стоит забывать о времени беспрерывной работы, которое допустимо для данной техники, в данном случае оно равняется 60%. Если возникают какие-либо поломки или проблемы во время эксплуатации, то следует сразу же отключить все от сети.
Технические характеристики трансформатора сварочного ТД 500
Меры и техника безопасности
Перед каждым запуском техники нужно убедиться в целостности ее корпуса. Если дуга перестала зажигаться, то нужно отключить трансформатор от сети и проверить целостность конденсаторов, а не пытаться продолжать ее зажечь. Нужно проводить эксплуатацию согласно всем правилам, указанным в инструкции. Все работы по ремонту и обслуживанию трансформатора необходимо проводить только в отключенном от сети состоянии. После отключения иногда нужно дать остыть технике.
Производители
- Винтор;
- Машиностроительный завод «Сэлма».
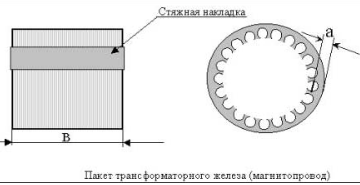
К однофазным сварочным трансформаторам относится большая группа трансформаторов серии ТД. По Своей электромагнитной схеме это трансформаторы с увеличенным (развитым) магнитным рассеянием и подвижными обмотками (рис. 1). Они снабжены механическими регуляторами тока в виде ходового винта, пропущенного через верхнее ярмо стержневого магнитопровода и ходовую гайку обоймы подвижной обмотки. Ходовой винт вращается вручную рукояткой и, ввинчиваясь в гайку, передвигает обмотку. Стержневой магнитопровод состоит из набора листовой стали толщиной 0,5 мм высокой магнитной проницаемости. Дисковые первичная 5 и вторичная 4 обмотки расположены вдоль стержней. Увеличенное магнитное рассеяние достигается за счет взаимного расположения обмоток. Одна из обмоток подвижная, другая неподвижная. При перемещении обмоток изменяется магнитное поле рассеяния. При увеличении расстояния увеличивается индуктивное сопротивление рассеяния, и ток уменьшается, при уменьшении расстояния уменьшается индуктивное сопротивление, и ток растет. При этом вторичное напряжение холостого хода практически остается почти неизменным. При большом раз- движении обмоток для получения малых токов надо увеличивать длину и массу магнитопровода. Для расширения возможности регулирования тока без увеличения массы магнитопровода применяют плавно-ступенчатое регулирование. В переносных трансформаторах ТД-102 и ТД-306 с номинальными токами соответственно 160 и 250 А подвижной является первичная обмотка, а вторичная неподвижно закреплена у верхнего ярма магнитопровода (рис. 2, а). При больших токах катушки первичной обмотки включены последовательно, а вторичной обмотки - параллельно (положение 1); при переходе на малые токи одна катушка вторичной обмотки отключается (положение 2).
Рис. 1. Сварочный Трансформатор с развитым магнитным рассеиванием и подвижными обмотками (разрез): 1 - ходовой винт; 2- магнитопровод; 3 - ходовая гайка; 4 и 5 вторичная и первичная обмотки, 6 - рукоядка.
В передвижных сварочных трансформаторах ТД-300 и ТД-500 с номинальными токами соответственно 315 и 500 А подвижными являются вторичные катушки, а неподвижными - первичные, которые закреплены у нижнего ярма магнитопровода (рис. 2, б). Для работы на больших токах витки первичной, а также вторичной обмоток соединяются параллельно (положение 1); для перехода на малые токи витки обмоток соединяются последовательно (положение 2), при этом часть витков первичной обмотки отключается, что приводит к некоторому повышению напряжения холостого хода и, как следствие, улучшению стабильности дуги на малых токах.
Рис. 2. Электрические схемы сварочных трансформаторов: а-ТД-102 и ТД-306; б - ТД-300 и ТД-500
Трансформаторы ТД-502 для токов до 500 А снабжены встроенными конденсаторами мощности, улучшающими коэффициент мощности (coscp). Трансформаторы ТД-500-4 дополнительно снабжены устройством для снижения напряжения холостого хода с 80 до 12 В, что значительно уменьшает возможность поражения током сварщика при смене электродов.
Трансформаторы серии ТД в настоящее время заменяются трансформаторами серии ТДМ (рис. 3) более совершенной конструкции. В них применена холоднокатаная специальная сталь толщиной до 0,35 мм, обеспечивающая более высокие электромагнитные свойства сердечников. Кроме того, использованы новые, более эффективные изоляционные и обмоточные материалы, усовершенствованы переключатели диапазонов сварочного тока и подключение проводов за счет переключателей ножевого типа и штыревых разъемов, улучшены внешний вид и эксплуатационные характеристики трансформаторов, в частности устранена вибрация, характерная для трансформаторов ТД и других, более ранних серий. Серия ТДМ включает базовые трансформаторы ТДМ-317, ТДМ-401 и ТДМ-503 на токи соответственно 315, 400 и 500 А, а также ряд их модификаций. Трансформаторы серии ТДМ по принципу регулирования, электрической схеме и конструктивному исполнению близки серии ТД.
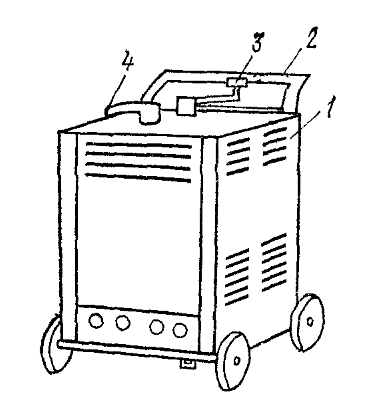
Рис. 3. Сварочный трансформатор ТДМ-317У2: 1 - корпус; 2 - ручка для перемещения трансформатора; 3 - рукоятка для плавного регулирования сварочного тока; 4 - рукоятка для переключения диапазонов
Для ручной дуговой сварки также используют трансформаторы с развитым магнитным рассеянием и подвижным магнитным шунтом, которые имеют на стержневых магнитопроводах частично разнесенные вторичные обмотки. Как видно из рис. 4, а, на стержнях 1 расположены катушки первичной обмотки 2 и частично разнесенной обмотки 3 а 4. В окне между катушками и стержнями помещен магнитный шунт, который изготовлен из трансформаторной стали, и его можно перемещать. Регулируя передвижение шунта, можно изменить индуктивное сопротивление и величину сварочного тока. Для работы на больших токах катушки вторичной обмотки соединяются параллельно (рис. 4,6, положение X 1), а для работы на малых токах основные катушки 3 соединяются последовательно, а катушка 4 отключается (положение X 2). Плавное регулирование токов осуществляется передвижением шунта ручным приводом, но может быть механизировано. Трансформаторы этого типа марки СТШ имеют хорошие энергетические показатели, однако получили ограниченное распространение из-за большой трудоемкости изготовления по сравнению с трансформаторами серии ТД.
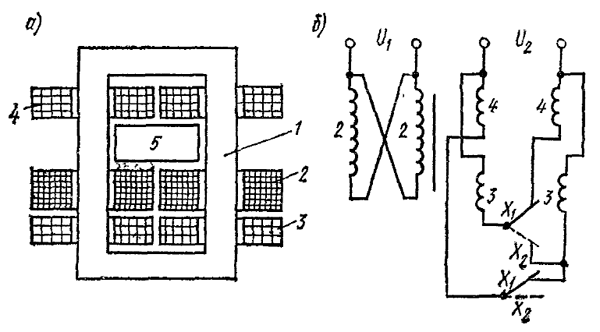
Рис. 4. Трансформатор с подвижным магнитным шунтом: а - схема конструкции; б-электрическая схема; U 1 - первичное напряжение сети; U 2 - вторичное напряжение холостого хода; 1 - стержни, 2-4 -обмотки; 5 - магнитный шунт
Сварочные трансформаторы с нормальным магнитным рассеянием и дросселями, имеющими воздушный зазор СТЭ-24 и СТЭ-34 (рис. 5, а), были обычными понижающими трансформаторами с жесткой характеристикой, а для создания падающей характеристики они комплектовались отдельными дросселями - проволочными катушками со стальными сердечниками, имеющими большое индуктивное сопротивление; эти трансформаторы использовались в начальный период развития сварки. Регулирование величины тока осуществлялось изменением воздушного зазора k путем передвижения подвижной части дросселя. Были также распространены трансформаторы со встроенным дросселем (рис. 5,6) серии СТН, предложенные академиком В. П. Никитиным для ручной сварки, и трансформаторы серии ТСД для механизированной сварки на больших токах, имеющие дистанционное управление током путем включения с пульта управления механизма перемещения подвижной части дросселя и изменения воздушного зазора k. Однако трансформаторы со встроенным дросселем серии СТН подвержены сильной вибрации и в настоящее время не применяются. Мощные трансформаторы ТСД-1000-3 и ТСД-2000-2 еще используются для автоматизированной сварки под флюсом, но промышленностью уже не выпускаются.
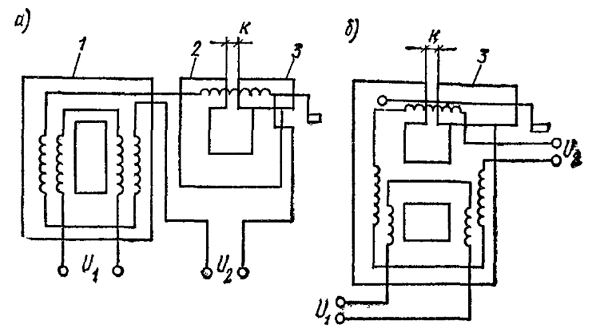
Рис. 5. Трансформаторы с нормальным магнитным рассеиванием: а - с дросселями, имеющими воздушный зазор; б - с встроенным дросселем; 1 - понижающий трансформатор; 2 - дроссель; 5 - подвижная часть дросселя
Незначительное распространение для ручной сварки получили трехфазные трансформаторы. Сварку от такого трансформатора обычно выполняют двумя электродами. При этом две фазы вторичной обмотки источника питания подключены к электродам, а третья к изделию. Трехфазный трансформатор преобразует ток с 380/220 В на 60 В во вторичных обмотках с жесткой характеристикой. Для получения падающей характеристики установлены регуляторы тока на сердечнике, имеющем регулируемый воздушный зазор. Регулирование сварочного тока осуществляется изменением воздушного зазора.

Рис. 6. Трансформатор, регулируемый подмагиичиванием шунта: д. - схема конструкции, б - электрическая схема, в - схема конструкции шуита, г - электрическая схема шунта, U 1 - первичное напряжение сети, U 2 - вторичное напряжение холостого хода, U y - напряжение управления шунтом, 1 - внешний магиитопровод, 2-5 - катушки обмотки; 6 - внутренний магннтопровод, 7 - катушки обмотки управления
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Луганск 2004
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ВОСТОЧНОУКРАИНСКИЙ НАЦИОНАЛЬНЫЙ УНИВЕРСИТЕТ
имени ВЛАДИМИРА ДАЛЯ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к лабораторным работам по дисциплине
«Источники питания для сварки»
(для студентов специальностей "Технология и
оборудование сварки" и "Технология и
оборудование восстановления и повышения износостойкости машин и конструкций")
УТВЕРЖДЕНО
на заседании кафедры сварки.
Протокол №11 от 30.06.2004
Луганск 2004
Методические указания к лабораторным работам по дисциплине «Источники питания для сварки» (для студентов специальностей «Технология и оборудование сварки» и «Технология и оборудование восстановления и повышения износостойкости машин и конструкций») / Сост.: В.А. Шевченко, А.И. Боровик, А.В. Шевченко – Луганск: Изд-во Восточноукр. нац. ун-та им. В. Даля, 2004. – 54 с.
Составители В.А. Шевченко, доц.
А.И. Боровик, асс.
А.В. Шевченко, асс.
Отв. за выпуск Ю.А. Харламов, проф.
Рецензент А.Н. Голофаев, доц
Лабораторная работа 1
ИЗУЧЕНИЕ КОНСТРУКЦИИ И ИССЛЕДОВАНИЕ РАБОТЫ
ОДНОПОСТОВОГО СВАРОЧНОГО ТРАНСФОРМАТОРА
ТИПА ТД-500
Цель работы: изучить конструкцию и принцип работы трансформатора, освоить методику испытания и порядок снятия характеристик.
Основные сведения об устройстве и принципе работы
трансформатора ТД-500
Сварочный трансформатор ТД-500 предназначен для питания одного поста при ручной дуговой сварке, резке и наплавке металлов током частотой 50 Гц.
Трансформатор стержневого типа состоит из магнитопровода, первичной и вторичной обмоток, переключателя диапазонов токов, токоуказательного механизма. Обмотки
ТД-500 имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной обмотки из изолированного провода неподвиджные, закреплены у нижнего ярма, катушки вторичной обмотки подвижные, намотаны «на ребро» из алюминиевой изолированой шины. Через верхнее ярмо трансформатора пропущен ходовой винт, при вращении которого перемещаются вторичные катушки, и тем самым изменяется расстояние между обмоткамиℓ .
Диапазоны сварочного тока изменяются при помощи переключателя барабанного типа, рукоятка которого находится на крышке кожуха. Ориентировочный отсчет тока производится по шкале токоуказательного механизма через смотровое окно на крышке кожуха.
Трансформатор снабжен емкостным фильтром для снижения помех радиоприему, состоящим из двух конденсаторов СI и С2 (рис. 1.1).
Рис. 1.1. Принципиальная электрическая схема трансформатора ТД-500
Падающая внешняя характеристика обеспечивается конструкцией трансформатора с повышенной индуктивностью рассеяния за счет разнесения первичной и вторичной обмоток на стержнях магнитопровода.Плавная регулировка сварочного тока осуществляется за счет изменения расстояния между катушками первичной и вторичной обмоток. Сближение обмоток уменьшает индуктивность рассеяния, что приводит к увеличению сварочного тока. Увеличение расстояния между обмотками увеличивает индуктивность рассеяния, обеспечивая уменьшение сварочного тока.
Ступенчатая регулировка тока производится путем одновременного переключения катушек первичной и вторичной обмоток. Параллельное включение обмоток соответствует диапозону больших токов, последовательное диапазону малых токов (рис. 1.2).
Напряжение холостого хода трансформатора зависит от расстояния между катушками: большее при сдвинутых обмотках, меньшеепри раздвинутых.
Трансформатор может работать в трех режимах: холостой ход, нагрузка, короткое замыкание.
Сварочный трансформатор представляет собой специальное устройство, которое преобразует ток, поступающий из обычной электрической сети в ток, с помощью которого можно осуществлять процесс сварки . Достигается это путем небольшого электросети, а сам ток при этом возрастает до мощности в 1000 А и больше. Для большего понимания принципа работы данного устройства, а также каким должно быть его обслуживание и назначение, необходимо детально разобраться в специфике конструкции сварочного трансформатора.
Если рассматривать сварочный трансформатор в целом, то можно довольно быстро понять, что они все довольно похожи друг на друга . Соответственно, и принцип работы и устройство сварочного трансформатора будет идентичным.
В конструкции большинства устройств находится стальной сердечник, состоящий из нескольких пластин одинаковых размеров.
Полезное видео на данную тему
Что касается обмоток, то они должны быть изолированы друг от друга в обязательном порядке. Как только трансформатор подключается к сети, то электричество начинает поступать на первичную обмотку. В результате этого начинает возникать магнитное поле, которое поступает на вторичную обмотку, отличающаяся от первичной по нескольким параметрам. Это различие отображается в разном количестве витков, в соответствии с определенными параметрами устройства. Получается, что возникающее на вторичной обмотке магнитное поле , отличной от той, что была на первичной обмотке. Не последнюю роль здесь играет и само расстояние от двух обмоток, т.е. чем больше оно, тем ниже показатели напряжения, а ток, напротив, возрастает. Обмотка вторичного типа имеет два выхода, один из которых соединяется с электрододержателем, а второй — с зажимом. Соответственно, к электрододержателю присоединяется присадочный материал, а к зажиму — заготовка для создания электроцепи.
Вообще, принцип работы и само устройство данного трансформатора основаны на некотором корректировании изначально заданных параметров преобразования тока. В зависимости от модели, в конструкции может находиться различные датчики автоматического отключения, следящие за показателями температуры, напряжения и т.д. Как только показатели доходят до критической отметки, данная система попросту отключает трансформатор в автоматическом режиме.
Еще один наглядный видеоматериал
Классификация
Абсолютно все сварочные трансформаторы можно классифицировать по нескольким параметрам :
- Фазность, т.е. устройство однофазного или трехфазного вида (220 В и 380 В, соответственно).
- По некоторым конструктивным особенностям. В различных моделях существует разный способ переключения обмоток, у одних в данной роли выступает дроссель насыщения, а у других — магнитное рассеяние.
- По общему числу обслуживаемых мест.
Кроме того, сварочные трансформаторы будут отличаться разными показателями мощности, напряжением на первичной и вторичной обмотке, а также показателем мощности тока. Подобное разнообразие позволяет покупателю выбрать тот вариант, который подходит для каждой конкретной цели.
Что касается конструктивных особенностей, то отдельного упоминания заслуживают тиристорные устройства, в конструкции которых используется фазорегулятор тиристорного типа и силовой блок.
Подобные агрегаты обладают меньшими габаритными размерами, в сравнении с прочими аналогами.
Основные параметры и устройство
Для большего понимания конструкции, рассмотрим устройство трансформатора сварочного действия на примере модели ТДМ:

На рисунке мы видим несколько основных рабочих узлов:
Цифра 1 — это первичная обмотка, состоящая из изолированного провода. Сюда поступает электричество, сразу после подключения агрегата в сеть.
Цифра 2 — это вторичная обмотка, на которой, как правило, нет изоляции. Здесь присутствуют специальные каналы, которые охлаждают данный рабочий узел.
Цифра 3 — это сердечник трансформатора, т.е. подвижная часть магнитопровода.
Цифра 4 — подвесная система агрегата.
Цифра 5 — это специальная система, которая регулирует расстояние между обмотками устройства.
Цифра 6 — это подвижной регулировочный винт, отвечающий за изменение расстояния между обмотками.
Цифра 7 — ручка управления регулировочного винта.
Выбор в качестве примера модели ТДМ не случаен, ведь они довольно распространены на российском рынке.
Изготовлены они из специального листового материала, толщина которого составляет всего 0,35 мм. Среди линейки моделей ТДМ присутствуют агрегаты, которые работают с различными мощностями тока — 315, 400 и 500 А, соответственно.
Для абсолютно любого вида сварочного трансформатора устанавливают определенные параметры :
- показатель мощности — кВ.A;
- период включения — в процентном соотношении;
- сварочный ток — А;
- показатель напряжения при холостом ходе — В.

Соответственно, любая модель с магнитным рассеиванием будет обладать продолжительностью работы примерно 65%, при показателях тока от 500 до 2000 Ампер. Показатель мощности сварочного трансформатора находится в диапазоне от 30 до 162 кВ.A. В подобных устройствах прослеживается определенная зависимость величины, где рассчет сварочного тока зависит от продолжительности самой сварки. Т.е. чем меньше будет эта продолжительность, тем больше будет показатель тока.
Помимо этого, существуют и другие обозначения сварочных преобразователей. Серия ТД относится к однофазному типу трансформаторов. В конструкции данных моделей присутствует подвижная обмотка, а также специальный регулятор, корректирующий показатели тока. Когда движется ходовой винт, при помощи ручки осуществляется перемещение этой самой обмотки.
Модели ТД-300 и ТД-500 имеют в своей конструкции вторичные движущиеся катушки. Модель ТД-502 ко всему прочему оснащена еще и конденсатором мощности.
Устройство магнитопровода
Отмечают несколько видов сердечника : броневые, стержневые, витые и кольцевые. Наибольшее распространение получили именно броневые сердечники, которые и применяются на практике. Сердечники витового типа обладают шириной 8 см, а изготавливаются они из специальной стали, толщина листа которой составляет всего 0,5 мм.
Первичная обмотка состоит из алюминиевой проволоки, толщина которой составляет порядка 0,15 см. Сами витки изолированы с помощью картона, толщина которого составляет 0,5 мм, а также слюдинита.
В качестве изоляции проводов может использоваться светлоткань или лак. При этом, само расположение витков тоже играет большое значение, ведь они очень сильно нагреваются в процессе эксплуатации. И если несколько витков выходит из строя, то и вся катушка оказывается в нерабочем состоянии.
Вторичная обмотка состоит только из одного витка. Кроме того, в ее конструкции находится трубка, в которой находится жидкость, охлаждающая саму вторичную обмотку. Витки вторичной обмотки выполнены из обычной меди, толщина проводов, при этом, составляет порядка 1,4 см.
Устройство пускового механизма
Само устройство данного механизма состоит из магнитопровода, пары обмоток и трансформатора.
Очень большую роль в конструкции играют также клеммы, через которые поступает постоянный ток, и зарядное.
В пусковом механизме также находится специальный переключатель, ответственный за корректировку напряжения и числу одновременно подключенных обмоток к выпрямителю. При этом, пусковой механизм работает от стандартного напряжения в 220 В.
Заключение
Исходя из описания устройства сварочных трансформаторов, можно сделать вывод, что данные агрегаты довольно просты не только в своей конструкции, но и в процессе своей дальнейшей эксплуатации .
Некоторая однообразность моделей при этом не мешает выполнять основные функции, которые заложены сами производителем.
Тем не менее, существует достаточно много разновидностей моделей, отличающихся по многим показателям, поэтому каждый покупатель сможет подобрать для себя именно то устройство, которое необходимо для выполнения интересующих его задач.
В процессе механизации сварочных работ каждая машина оснащается необходимыми рабочими узлами. Сварочный трансформатор – ведущая деталь любого аппарата, незаменимая при контактной сварке.
Для улучшения качества работы сварщику необходимо досконально изучить устройство сварочного трансформатора.
Принцип работы общего узла машины для сварки
Основным назначением трансформатора является преобразование напряжения в электросети в наиболее подходящие для сварочного аппарата величины. Трансформатор регулирует напряжение, снижая его до определенных размеров. Он налаживает непрерывную работу сварочного устройства. Являясь незаменимым источником питания, трансформатор способен отдавать максимальную мощность сварочной дуге. Совершенная конструкция сварочного трансформатора позволяет использовать устройство для соединения материалов в диапазоне температур от -45 до +40°C.
Основные параметры и устройство преобразователя

Рисунок 1. Вторичная и первичная обмотка обладают высокой механической прочностью, надежно изолированы от влаги, грязи, пыли.
Основными деталями трансформатора являются такие элементы, как:
- сердечник (магнитопровод);
- вывод первичной обмотки;
- первичная обмотка;
- вторичный виток обмотки;
- рама;
- труба водяного охлаждения.
Большую часть преобразователей выпускают с вторичной и первичной обмоткой (рис. 1). Они обладают высокой механической прочностью, надежно изолированы от влаги, грязи, пыли.
Трансформатор работает с использованием жестких режимов охлаждения. Для сварочного преобразователя устанавливают размеры, состоящие из таких величин, как:
- мощность (кВ.А);
- продолжительность включения ПВ (%);
- сварочный ток (А);
- напряжение холостого хода (В).
Продолжительность работы преобразователя с нормальным магнитным рассеянием составляет от 65 до 60% (в зависимости от модели). Величина номинального значения тока составляет от 500 А до 2000 А. Мощность трансформаторного устройства колеблется от 30 кВ.А до 162 кВ.А. Величина нагревания обмоток связана с силой тока для сварки и временем его прохождения. Наблюдается зависимость между Тсв (временем сварки) и продолжительностью включения ПВ. Чем меньше Тсв, тем больше величина сварного тока.

Рисунок 2. Схема трансформаторов ТД-300 и ТД-500.
Сварка однофазными и трехфазными преобразователями основана на взаимной индукции.
Устанавливают трехфазный режим работы, состоящий из таких параметров:
- холостой ход;
- работа с нагрузкой;
- короткое замыкание.
Преобразователи с мощными магнитными полями способны выполнять несколько функций:
- плавную регулировку величины тока;
- формирование непрерывного горения сварочной дуги.
Современные обозначения сварочных преобразователей
Однофазный трансформатор принадлежит к серии ТД. Он оснащен подвижной обмоткой, регулятором силы тока. При вращении ходового винта с помощью рукоятки происходит перемещение обмотки. Вдоль всей протяженности стержней располагаются первичная и вторичная обмотки.
Трансформаторы ТД-300 и ТД-500 (рис. 2) обладают вторичными катушками, которые способны двигаться. Преобразователь серии ТД-502, работающий от тока в 500 А, оснащен конденсатором мощности.
Широкое применение находит серия трансформаторов ТДМ. Они созданы из специальных листов, имеющих толщину 0,35 мм. Выполнена основная задача при создании новых преобразователей: обмоточные материалы использованы новые и эффективные.
В серию ТДМ входят преобразователи, работающие от тока в 315, 400 и 500 А. Трехфазные трансформаторы менее распространены. Сварка осуществляется путем преобразования тока от 380/220 В в 60 В.
Устройство магнитопровода (сердечника)

Рисунок 3. Схема броневого сердечника.
Для преобразователей контактных машин используют сердечники:
- броневые (рис. 3);
- стержневые;
- кольцевые;
- витые.
На практике применяют броневые сердечники. В шовно-стыковых машинах устанавливают кольцевые магнитопроводы. Витые сердечники имеют ширину 80 мм, изготавливаются из стали марок 1211, 1212, 1512 толщиной 0,5 мм. С помощью рамок сердечники плотно стягиваются.
Применяя электрокартон толщиной 1-1,5 мм, удается произвести изоляцию рамы от магнитопровода. Витые сердечники изготавливаются из ленты, имеющей толщину 0,35 мм, марки 3412 или 3414.
Для первичной обмотки применяют алюминиевую проволоку толщиной в 1,5 мм.
Витки обмотки тщательно изолированы при помощи картона толщиной 0,5 мм, слюдинита 0,2-0,3 мм.
Переключатель ступеней соединяется с выводами первичной обмотки. Она состоит из цилиндрических и дисковых катушек у трансформатора контактных сварочных машин.
Диаметр провода обмотки влияет на нагрев всего трансформатора: при значительной величине силы тока в проводах устройство для сварки нагревается более интенсивно. Медная проволока для обмотки наиболее удобна, т.к. пропускает большую плотность тока величиной 5 и 10 А/мм².

В качестве изоляционного материала для провода используют лак или стеклоткань. Укладка витков имеет большое значение, т.к. находится под высоким напряжением, сильно нагревается. При выходе из строя нескольких витков обмотки в негодность приходит вся катушка.
Основная особенность вторичной обмотки – наличие лишь одного витка. У подвесных точечных устройств содержится два обмоточных вторичных витка. Литые вторичные обмотки трансформатора снабжены внутренней трубкой для водяного охлаждения. Витки изготавливают из меди и устанавливают на устройствах большой мощности. Они очень прочные, имеют толщину не менее 14 мм, изготовлены с колодкой, содержащей внутри медную трубку диаметром 10 мм. Алюминиевые листы для витков используют редко из-за малой прочности материала.
Устройство пускового механизма трансформатора
Пусковое устройство состоит из трансформатора, магнитопровода с двумя обмотками. Неотъемлемая часть пускового устройства – клеммы для доставки постоянного тока.
Намотка преобразователя дает наибольшие показатели КПД.
С помощью переключателя выполняется изменение напряжения и количества подключенных обмоток к выпрямителю.
В первичную цепь трансформатора вмонтирован тиристорный регулятор. Концы вторичной обмотки, подключенные к выпрямительному мосту, выдают два уровня измененного напряжения. Пусковое устройство работает от напряжения в сети 220 В. Сварочный ток составляет 0-120 А, регулируемое напряжение на выходе – 0-70 В.
В основе устройства, сделанного своими руками, находится самодельный стержневой трансформатор с первичной обмоткой в 230 витков. Вторичная обмотка состоит из 32 витков.
Дроссель намотан на сердечник. Над дросселем ставится пульт управления тиристорами, смонтированный на плате. В качестве системы охлаждения применяется вентилятор.
Сварочные трансформаторы компактны, обеспечивают высокую производительность труда, надежны, удобны в эксплуатации.
Александр Евгеньевич Власов
Благодарим за отзыв
Биография Степана Тимофеевича Разина, донского казака и предводителя Крестьянской войны 1670-1671 годов, хорошо известна , а нашим современникам это имя больше знакомо по произведениям фольклора. Родился он потомственным казаком приблизительно в 1630 году
ЗАГАЙНОВ Алексей Семенович ЗАГАЙНОВ Анатолий Яковлевич1921 г. р., д. Лоповцы, призван Пектубаевским РВК, рядовой. Выбыл за пределы района.ЗАГАЙНОВ Аркадий Тимофеевич1912 г. р., д. Лоповцы, призван Пектубаевским РВК, рядовой. Выбыл за пределы района.ЗАГАЙН
Фамилия.Имеет украинское или белорусское происхождение. В некоторых случаях носителями таких фамилий были евреи, проживавшие на территории Украины или Белоруссии. Существует предположение, что фамилия Линник происходит от «ленник». Так в Великом княжестве





