Типовой технологический процесс диффузионной сварки в вакууме
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ИНСТИТУТ РАДИОТЕХНИКИ, ЭЛЕКТРОНИКИ И АВТОМАТИКИ (ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ)
КУРСОВАЯ РАБОТА
«ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ»
Выполнила студентка гр. ЭС-11-06
Ивлева Ю. И.
Преподаватель
Рыбников Ю.С.
Москва 2009
Введение……………………………………………………………………...стр.3
Технологическая маршрутная карта………….…………………………….стр.5
Характеристика и технические требования к исходным материалам……стр.5
Типовой технологический процесс…………………………………………стр.5
Оборудование, оснастка и инструменты…………………………………...стр.5
Контроль качества……………………………………………………………стр.5
Требования техники безопасности и промышленной санитарии…………стр.6
Приложение 1, рис.1……………….…………………………………………стр.7
Введение.
Диффузионная сварка широко применяется в машиностроении. Отличительной особенностью является применение относительно высоких температур нагрева и сравнительно низких удельных сжимающих давлений при изотермической выдержке от нескольких минут до нескольких часов.
Формирование диффузионного соединения определяется такими процессами, как взаимодействие нагретого металла с газами окружающей среды, очистка свариваемых поверхностей от оксидов, развитие высокотемпературной ползучести и рекристаллизации.
Для уменьшения скорости окисления свариваемых заготовок и создания условий очистки контактных поверхностей от оксидов при сварке могут быть применены газы – восстановители, расплавы солей, флюсы, обмазки, чаще вакуум или инертные газы.
Сближение свариваемых поверхностей происходит за счет пластической деформации микровыступов и поверхностных слоев, обусловленных приложением внешних сжимающих напряжений и нагревом металла.
В процессе деформации свариваемых поверхностей происходит их активация и при развитии физического контакта между ними реализуется их схватывание.
При диффузионной сварке одноименных металлов сварное соединение достигает равнопрочности основному материалу и том случае, когда структура зоны соединения не отличается от структуры основного материала. Для этого в зоне контакта должны образовываться общие для соединяемых зерна. Это возможно за счет миграции границ зерен, осуществляемой либо путем рекристаллизации обработки, либо путем собирательной рекристаллизации.
Соединяемые заготовки могут быть весьма различны по своей форме и иметь компактные или развитые поверхности контактирования. Геометрические размеры свариваемых деталей находятся в пределах от нескольких микрон до нескольких метров.
Диффузионная сварка - способ сварки без расплавления основного металла за счёт нагрева и сдавливания соединяемых деталей. В месте сварки деталей происходит диффузия одного металла в другой. Детали с тщательно зачищенными и пригнанными поверхностями помещают в закрытую сварочную камеру с разрежением до ~0,01-0,001 н/м 2 , т. е. до 10 -5мм рт. ст . Детали сдавливают небольшим постоянным усилием, для повышения пластичности и ускорения диффузии нагревают до 600-800°С. При нагреве в вакуумной камере происходит интенсивная очистка поверхностей от органических загрязнений и окислов. В некоторых случаях после снятия давления изделие дополнительно выдерживают при температуре сварки для более полного протекания рекристаллизационных процессов, способствующих формированию качественного соединения. Через несколько минут после окончания сварки детали охлаждается в вакууме, инертной среде или на воздухе в зависимости от типа оборудования.
В зависимости от напряжений, вызывающих деформацию металла в зоне контакта и определяющих процесс формирования диффузионного соединения различают сварку с высокоинтенсивным и низкоинтенсивным силовым воздействием. В первом случае сварочное давление создают с помощью пресса, снабженного вакуумной камерой и нагревательным устройством. Но такие установки позволяют сваривать детали ограниченных размеров (до 80 мм).
Для исключения возможности потери устойчивости свариваемых элементов, передачи давления в зону сварки и создания условий локально-направленной деформации свариваемого металла в зоне стыка диффузионную сварку осуществляют в приспособлениях с использованием для заполнения межреберных пространств технологических вкладышей и блоков, которые после сварки убирают химтравлением или демонтируют.
Качество соединения зависит от температуры, давления, времени выдержки.
Диффузионные процессы, формирующие сварочное соединение, являются термически активируемыми, поэтому повышение температуры сварки стимулирует их развитие.
При сварке разнородных материалов увеличение длительности сварки может сопровождаться снижением механических характеристик соединения из-за развития процессов гетеродиффузии.
В настоящее время создано свыше 70 типов сварочных диффузионно-вакуумных установок, меняя камеру в этих установках, можно значительно расширить номенклатуру свариваемых узлов.
Параметры технологии процесса диффузионной сварки:
- температура сварки до 0,7-0,8 Т плавления;
- удельное усилие сжатия до 1-2 кгс/мм 2 ;
- время нагрева деталей до температуры сварки;
- время охлаждения изделия;
- степень разряжения в вакуумной камере от 0,1 до 5·10 -3 мм рт ст
Преимущества процесса сварки:
- возможность получения соединений однородных и разнородных материалов;
- малые деформации свариваемых деталей (5-7%);
- безотходная технология;
- экологически чистый процесс работы машин для диффузионной сварки;
- отсутствуют расходные материалы (дорогостоящие припои, флюсы, пасты);
- возможность получения соединения с большой площадью сварной зоны (ограничивается усилием привода сжатия установки);
- единственно надежные способ получения гибких медных шин, связей, компенсаторов путем омоноличивания мест под болтовое соединение;
- замена пайки на диффузионную сварку экономит дорогостоящие припои, значительно улучшает качество соединений: обеспечивает стабильный электрический контакт, переходное сопротивление соединения отсутствует, прочность, термическая и коррозионная стойкость увеличивается, внешний вид изделия безупречный, отсутствует окалина и следы побежалости;
- диффузионная сварка меди с серебряной и никелевой фольгой заменяет гальванические покрытия
Области применения:
- изделия низковольтной и высоковольтной аппаратуры (например, контакторы электромагнитные; разъединители; масляные, вакуумные и автоматические выключатели; контакты; пускатели; комплектные трансформаторные подстанции КТП; высоковольтные камеры КСО для комплектно-распределительных устройств КРУ и т.д.);
- шинопроводы, гибкие шины, связи, компенсаторы, токоподводы;
- оконцевание проводов и кабелей (замена кабельных наконечников);
- композиционные материалы с заданными свойствами;
- элементы скважинных насосов (биметаллическое седло и шток клапана);
- трансформаторы и электрические машины.
Технологическая маршрутная карта.
Настоящий типовой технологический процесс дает описание формирования диффузионного соединения однородных материалов и оборудования и оборудования для его реализации.
1. Характеристика и технические требования к исходным материалам.
1.1. Отличительная особенность диффузионной сварки от других способов сварки давлением - относительно высокие температуры нагрева (0,5-0,7 Т пл) и сравнительно низкие удельные сжимающие давления (0,5-0 МПа) при изотермической выдержке от нескольких минут до нескольких часов.
2. Типовой технологический процесс сварки однородных материалов из меди.
2.0. Технологическая схема диффузионной сварки дана в приложении 1.
2.1. Последовательность технологического процесса:
2.1.1. Предварительная подготовка поверхности:
1. обезжиривание трихлорэтиленом;
2. промывка горячей и дистиллированной водой;
2.1.2. Установка вручную свариваемых деталей в вакуумную камеру, закрытие дверцы камеры.
2.1.3. Откачка воздуха из камеры.
2.1.4. Сближение свариваемых поверхностей.
2.1.5. Нагрев деталей до температуры сварки ≈600-800 ˚С
2.1.6. Подача сжимающего давления 1-2 кгс/мм² на заданный период времени 3-15 мин.
2.1.7. Охлаждение соединения в вакууме.
2.1.8. Напуск воздуха в камеру.
3. Оборудование, оснастка и инструменты.
3.1. Специализированные установки и машины диффузионной сварки состоят из источника питания; вакуумной и электрической систем; системы охлаждения вакуумной камеры, свариваемых деталей и электродов; привода усилия сжатия; гидравлической или пневматической системы привода усилия сжатия. Электроконтактный нагрев деталей в процессе сварки осуществляется переменным или постоянным током. Система управления установкой выполняется на базе релейной или микропроцессорной техники.
4. Контроль качества.
4.1. Определение визуального соответствия на внешний вид. 4.2. Определение прочности шва на разрыв с помощью разрывной машины. 4.3. Определение на вакуумную плотность (герметичность) гелиевым течеискателем.
5. Требования техники безопасности и промышленной санитарии.
5.1. При работе за специализированными установками и вакуумными печами диффузионной сварки необходимо руководствоваться следующими нормативными материалами:
А) /«Производственные здания промышленных предприятий. Нормы проектирования»/ СНиП, П-М, 2-74/; Б) /«Противопожарные требования. Основные положения проектирования»/ СНиП, П-Е, 7-74/; В) /«Отопление, вентиляция и кондиционирование воздуха. Нормы проектирования»/ СНиП, П-Е, 7-74/; Г) /«Внутренний водопровод производственных и вспомогательных зданий промышленных предприятий. Нормы проектирования»/ СНиП, П-Г, 2-74/.
5.2. Меры безопасности при эксплуатации и техническом обслуживании линии. 5.2.1. Эксплуатация прессов, работающих под давлением, разрешается персоналу, имеющему удостоверения о прохождении «Правил эксплуатации прессов, работающих под давлением». 5.2.2. Все оборудование линии должно иметь надежное заземление и в процессе эксплуатации регулярно проверяться. 5.2.3. Запрещается находиться в зоне вакуумной и электрической систем без предохранительной одежды, очков, респиратора. 5.2.4. Перед пуском машин в эксплуатацию каждый раз необходимо производить проверку работы системы охлаждения вакуумной камеры, свариваемых деталей и электродов, привода усилия сжатия, гидравлической и пневмонической системы сжатия. 5.2.5. Перед пультом электроуправления должны быть диэлектрические коврики. 5.2.6. При работе системы шкафы пультов управления должны быть закрыты на ключ. 5.2.7. Электрическую систему обязательно отключать при неработающих машинах. 5.2.8. При работе с трибоэлектрическим зарядным устройством генерируемый постоянный ток необходимо отводить на землю.
Приложение 1.
Технологическая схема диффузионной сварки: а – требуемая конструкция; б – заготовки для сварки; в – сборка; г – сварка; д – готовая конструкция; 1 – несущая обшивка; 2 – готовый заполнитель; 3 – технологические листы; 4 – мембрана.
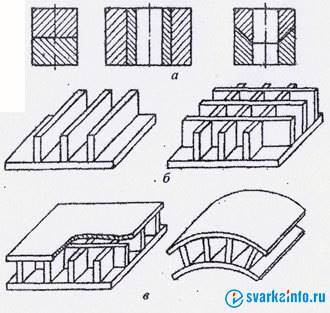
Рис.1. Некоторые типы конструкций, получаемые диффузионной сваркой.
Диффузионная сварка осуществляется в твердом состоянии металла при повышенных температурах с приложением сдавливающего усилия к месту сварки. Процесс сварки металла в твердом состоянии при повышенных температурах принципиально протекает так же, как, и при холодной сварке. В начальной стадии процесса на линии раздела двух деталей создаются условия для образования металлических связей. Из теории образования сварного соединения при холодной сварке известно, что для возникновения на линии раздела металлических связей необходимо обеспечить тесный контакт свариваемых поверхностей и создать условия для удаления поверхностных пленок окислов, жидкостей, газов и различного рода загрязнений.
Использование повышенных температур при диффузионной сварке приводит к уменьшению сопротивления металла пластическим деформациям. Вследствие этого имеющиеся в зоне действительного контакта выступы на металле деформируются при значительно меньших нагрузках, что облегчает сближение атомов металла на всей площади свариваемой поверхности.
Удаление поверхностных пленок и предупреждение возможности образования их в процессе сварки достигается использованием вакуумной защиты и тщательной предварительной зачисткой свариваемых поверхностей. Таким образом, первая стадия процесса диффузионной сварки, так же как и холодной сварки, основана на образовании металлических связей на свариваемых поверхностях металлов при нагревании их в вакууме с применением сдавливающего усилия.
На второй стадии процесса диффузионной сварки происходят процессы взаимной диффузии атомов свариваемых металлов. Эти процессы приводят к образованию промежуточных слоев, увеличивающих прочность сварного соединения. Однако в некоторых случаях образование промежуточных слоев нежелательно.
Схема процесса диффузионной сварки в вакууме представлена на рис. 33. В вакуумной охлаждаемой камере 1 размещают свариваемое изделие 2 и нагреватель 3. Для сдавливания деталей в процессе сварки используют механизм сжатия, состоящий из штока 5 и механизма нагружения 6, шток проходит через вакуумное уплотнение или сильфон 4. Сварка происходит в вакууме 10~ 3 - 10~ 5 мм рт. ст. (133 10- 3 -133.1(10 5 Н/м 2).
После откачки из камеры воздуха изделие нагревают обычно т. в. ч. до температуры сварки. Для получения качественного соединения необходимо обеспечить равномерный нагрев свариваемого изделия по всему сечению.
Усилие сжатия прикладывают после выравнивания температуры и поддерживают постоянным в течение всего процесса. Известны также технологические приемы с меняющимся давлением в процессе сварки. Продолжительность выдержки под нагрузкой зависит от свойств свариваемого металла, величины давления и других факторов и может достигать десятков минут.
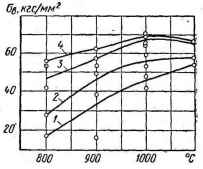
Рис.34. Зависимость прочности сварного соединения (сталь 50) от температуры сварки (время сварки 5 мин) и давления в процессе сварки:1 - 0,5 кгс/мм 2 ; 2 - 1 кгс/мм 2 ; 3 - 2 кгс/мм 2 ; 4 - 5 кгс/мм 2
Давление также зависит от свойств металла, температуры сварки и других факторов и изменяется от 0,3 до 10 кгс/мм 2 (2,9-98 МН/м 2). Обычно при охлаждении деталей сжимающее усилие снимают при достижении температуры 100-400°С (373-673 К). Преждевременное снятие сжимающего усилия при охлаждении деталей в некоторых случаях приводит к разрушению сварного соединения.
Влияние температуры в диапазоне 800-1100° С (1073- 1373 К) на прочность соединения из стали 50 при различных давлениях: 0,5; 1,2 и 5 кгс/мм 2 приведено на рис. 34. Продолжительность сварки 5 мин, разрежение 10 -3 мм рт. ст. (133-10 -3 Н/м 2). Кривая 1 показывает, что при увеличении температуры с 800 до 900° С (с 1073 до 1173 К) прочность соединения увеличивается в 2 раза, а при повышении температуры до 1100°С (1373 К) - в 3 раза, В несколько меньшей степени температура оказывает влияние при давлении 1 кгс/мм 2 (9,8 МН/м 2). При давлении 2 и 5 кгс/мм 2 (19,6 и 49,0 МН/м 2) прочность соединения увеличивается лишь до температуры 1000° С (1273 К). При температуре 1100° С (1373 К) наблюдается незначительное уменьшение прочности соединения.
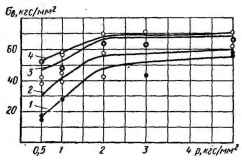
При увеличении давления (рис. 35) от 0,5 до 2 кгс/мм 2 (от 4,9 до 19,6 МН/м 2) прочность соединения значительно растет для 800, 900, 1000, 1100°С (1073, 1173, 1273, 1373 К). Дальнейшее увеличение давления от 2 до 5 кгс/мм 2 (от 19,6 до 49,0 МН/м 2) сказывается незначительно на прочности соединения. Изменение прочности соединения при увеличении давления до 2 кгс/мм а (19,6 МН/м 2) и выше можно объяснить главным образом увеличением площади фактического контакта между соединяемыми поверхностями.
Повышение температуры при постоянной продолжительности сварки и прочих равных условиях увеличивает прочность соединения. Продолжительность сварки аналогично влияет на все прочностные характеристики (рис. 36). Зависимость прочности получаемого соединения из стали 45 от температуры и давления изображена на рис. 37 поверхностью, которая при пересечении с горизонтальной плоскостью р-Т образует границу свариваемости.
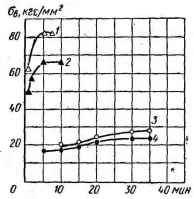

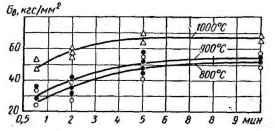
Рис.38. Зависимость прочности образцов сварных соединений от продолжительности сварки (р = 2 кгс/мм 2)
С увеличением продолжительности сварки прочность сварного соединения растет (рис. 38), увеличение продолжительности сварки сверх оптимального практически не влияет на прочность сварного соединения. Однако чрезмерное увеличение выдержки приводит даже к снижению прочности сварного соединения. Аналогичным образом влияет продолжительность процесса на пластичность, относительное удлинение и ударную вязкость.
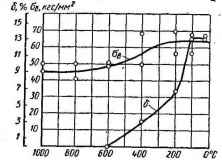
Значительное влияние оказывает конечная температура охлаждения образцов в вакууме на прочность и пластичность (рис. 39); режим сварки: Т = 1000° С (1273 К), р = 2 кгс/мм 2 (19,6 МН/м 2), t = 5 мин. Охлаждение до более низких температур под сжимающим давлением сваренных деталей в вакуумной камере способствует повышению прочности и пластичности соединения.

Важное значение для проведения диффузионной сварки имеет степень разрежения в вакуумной камере. При температуре 1000° С (1273 К), р = 2 кгс/мм 2 (19,6 МН/м 2), t = 5 мин прочность соединения значительно возрастает с повышением разрежения До 10 -1 мм рт. ст. (133-10 -1 Н/м 2), при дальнейшем повышении разрежения имеет место лишь незначительное увеличение прочности зоны сварки.
Способы подготовки и обработки поверхностей свариваемых деталей оказывают большое влияние на прочность соединения при диффузионной сварке в вакууме (рис. 40). При черновой обработке давление недостаточно для обеспечения высокой прочности сварного соединения.
Отличительная особенность диффузионной сварки от других способов сварки давлением - относительно высокие температуры нагрева (0,5-0,7 Т пл) и сравнительно низкие удельные сжимающие давления (0,5-0 МПа) при изотермической выдержке от нескольких минут до нескольких часов.
Формирование диффузионного соединения определяется такими физико-химическими процессами, протекающими при сварке, как взаимодействие нагретого металла с газами окружающей среды, очистка свариваемых поверхностей от оксидов, развитие высокотемпературной ползучести и рекристаллизации. В большинстве случаев это диффузионные, термически активируемые процессы.
Для уменьшения скорости окисления свариваемых заготовок и создания условий очистки контактных поверхностей от оксидов при сварке могут быть применены газы-восстановители, расплавы солей, флюсы, обмазки, но в большинстве случаев используют вакуум или инертные газы.
Очистка поверхностей металлов от оксидов может происходить в результате развития процессов сублимации и диссоциации оксидов, растворения оксидов за счет диффузии кислорода в металл (ионов металла в оксид), восстановления оксидов элементами-раскислителями, содержащимися в сплаве и диффундирующими при нагреве к границе раздела металл - оксид. Расчет и эксперимент показывают, что, например, на стали оксиды удаляются наиболее интенсивно путем их восстановления углеродом, а на титане - за счет растворения кислорода в металле.
Сближение свариваемых поверхностей происходит в первую очередь в результате пластической деформации микровыступов и приповерхностных слоев, обусловленной приложением внешних сжимающих напряжений и нагревом металла. В процессе деформации свариваемых поверхностей, свободных от оксидов, происходит их активация, и при развитии физического контакта между такими поверхностями реализуется их схватывание.
При диффузионной сварке одноименных металлов сварное соединение достигает равнопрочное основному материалу в том случае, когда структура зоны соединения не отличается от структуры основного материала. Для этого в зоне контакта должны образовываться общие для соединяемых материалов зерна. Это возможно за счет миграции границ зерен, осуществляемой либо путем первичной рекристаллизации, либо путем собирательной рекристаллизации.
С помощью диффузионной сварки в вакууме получают высококачественные соединения керамики с коваром, медью, титаном, жаропрочных и тугоплавких металлов и сплавов, электровакуумных стёкол, оптической керамики, сапфира, графита с металлами, композиционных и порошковых материалов.
Соединяемые заготовки могут быть весьма различны по своей форме и иметь компактные (рис. 3.66, а) или развитые (рис. 3.66, б, в) поверхности контактирования. Геометрические размеры свариваемых деталей находятся в пределах от нескольких микрометров (при изготовлении полупроводниковых приборов) до нескольких метров (при изготовлении слоистых конструкций).
Рис. 3.66. Некоторые типы конструкций, получаемых диффузионной сваркой
Схематически процесс диффузионной сварки можно представить следующим образом. Свариваемые заготовки собирают в приспособлении, позволяющем передавать давление в зону стыка, вакуумиру-ют и нагревают до температуры сварки. После этого прикладывают сжимающее давление на заданный период времени. В некоторых случаях после снятия давления изделие дополнительно выдерживают при температуре сварки для более полного протекания рекрис-таллизационных процессов, способствующих формированию доброкачественного соединения. По окончании сварочного цикла сборку охлаждают в вакууме, инертной среде или на воздухе в зависимости от типа оборудования.
В зависимости от напряжений, вызывающих деформацию металла в зоне контакта и определяющих процесс формирования диффузионного соединения, целесообразно условно различать сварку с высокоинтенсивным (Р ≥ 20 МПа) и низкоинтенсивным (Р ≤ 2 МПа) силовым воздействием. При сварке с высокоинтенсивным воздействием сварочное давление создают, как правило, прессом, снабжённым вакуумной камерой и нагревательным устройством (рис. 3.67). Но на таких установках можно сваривать детали ограниченных размеров (как правило, диаметром до 80 мм (см. рис. 3.66, а). При изготовлении крупногабаритных двухслойных конструкций (см рис. 3.66, б) применяют открытые прессы. При этом свариваемые детали перед помещением в пресс собирают в герметичные контейнеры, которые вакуумируют и нагревают до сварочной температуры (рис. 3.68).
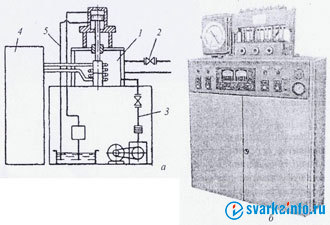
Рис. 3.67. Принципиальная схема установки для диффузионной сварки (a) и общий вид многопозиционной установки СДВУ-4М (б): и 1 - вакуумная камера; 2 - система охлаждения камеры; 3 - вакуумная система; 4 - высокочастотный генератор; 5 - гидросистема пресса
Для исключения возможности потери устойчивости свариваемых элементов, передачи давления в зону сварки и создания условий локально направленной деформации свариваемого металла в зоне стыка диффузионную сварку осуществляют в приспособлениях с применением для заполнения «пустот» (межреберных пространств) технологических вкладышей и блоков (см. рис. 3.68), которые после сварки демонтируют или удаляют химическим травлением.
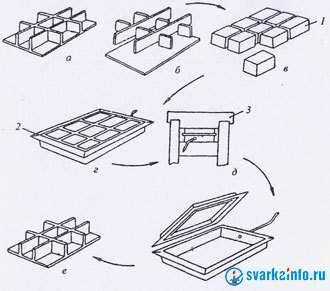
Рис. 3.68. Технологическая схема диффузионной сварки с высокоинтенсивным силовым воздействием:
а - требуемая конструкция; б - заготовки для сварки; в - технологические элементы-вкладыши; г - сборка; д - сварка в прессе; е - демонтаж; ж -готовая конструкция; 1 - технологические вкладыши; 2-технологический контейнер; 3 - пресс
При сварке с высокоинтенсивным силовым воздействием локальная деформация металла в зоне соединения, как правило, достигает нескольких десятков процентов, что обеспечивает стабильное получение доброкачественного соединения.
Для изготовления слоистых конструкций (см. рис. 3.66, в) перспективна диффузионная сварка с низкоинтенсивным силовым воздействием, при которой допустимые сжимающие усилия ограничены устойчивостью тонкостенных элементов. При этом способе диффузионной сварки не требуется сложного специального оборудования.
При изготовлении плоских (или с большим радиусом кривизны) конструкций сжимающее усилие наиболее просто может быть обеспечено за счет атмосферного давления воздуха Q на внешнюю поверхность технологической оснастки при понижении давления газа в зоне соединения (рис. 3.69).

Рис. 3.69. Технологическая схема диффузионной сварки с низкоинтенсивным силовым воздействием плоских конструкций:
а - требуемая конструкция; б - заготовки для сварки; в - сборка; г - сварка; д - готовая конструкция; 1 - несущая обшивка; 2 - готовый заполнитель; 3 - технологические листы; 4 - мембрана
Наличие технологических элементов (прокладок, мембрани др.), обладающих локальной жесткостью и помещенных с внешней стороны свариваемых элементов, исключает возможность потери устойчивости обшивок в виде прогибов неподкрепленных участков. Величина сварочного давления Р ограничивается предельным напряжением потери устойчивости заполнителя σ п.з. (Р ≤ σ п.з.).
При изготовлении конструкций сложного криволинейного профиля может быть использована технологическая схема (рис. 3.70), при которой давление нейтрального газа воспринимается непосредственно внешними элементами самой конструкции, например, несущими обшивками, оболочками. В процессе сварки обшивки на неподкрепленных участках под давлением газа деформируются (прогибаются). Это ухудшает условия для формирования соединения, уменьшает сечение сообщающихся каналов, ухудшает аэродинамическое состояние поверхности. В этом случае Р ограничивается напряжением, при котором имеет место чрезмерная остаточная деформация обшивок на неподкрепленных участках (Р ≤ σ п.о.).
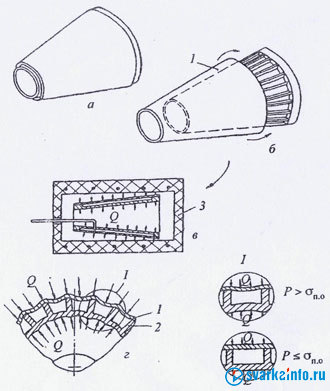
Рис. 3.70. Технологическая схема диффузионной сварки с низкоинтенсивным силовым воздействием конструкций сложной формы:
а - требуемая конструкция; б - заготовки для сварки; в - сварка; г - характер деформации элементов конструкции при сварке; 1 - внешняя оболочка; 2 - внутренняя оболочка
В ряде случаев можно исключить применение внешнего давления для сжатия свариваемых заготовок, используя явления термического напряжения, возникающего при нагреве материалов с различными коэффициентами линейного расширения. При сварке коак-сиально собранных заготовок коэффициент линейного расширения охватывающей детали должен быть меньше коэффициента линейного расширения охватываемой детали (см. рис. 3.66, а).
Качество соединения при диффузионной сварке в вакууме определяется комплексом технологических параметров, основные из которых - температура, давление, время выдержки. Диффузионные процессы, лежащие в основе формирования сварного соединения, являются термически активируемыми, поэтому повышение температуры сварки стимулирует их развитие. Для снижения сжимающего давления и уменьшения длительности сварки температуру нагрева свариваемых деталей целесообразно устанавливать по возможности более высокой; металлы при этом обладают меньшим сопротивлением пластической деформации. Вместе с тем необходимо учитывать возможность развития процессов структурного превращения, гетеродиффузии, образования эвтектик и других процессов, приводящих к изменению физико-механических свойств свариваемых металлов.
Удельное давление влияет на скорость образования диффузионного соединения и величину накопленной деформации свариваемых заготовок. В большинстве случаев чем выше удельное давление, тем меньше время сварки и больше деформация. Так, при сварке в прессе с использованием высоких удельных давлений (до нескольких десятков мегапаскалей) время образования соединения может измеряться секундами, а деформация металла в зоне соединения десятками процентов. При сварке с использованием низких удельных давлений (десятые доли мегапаскаля) время сварки может исчисляться часами, но деформация соединяемых заготовок при этом составляет доли процента. Таким образом, задачу выбора удельного давления следует решать с учетом типа конструкций, технологической схемы и геометрических размеров соединяемых заготовок, а время сварки выбирать с учетом температуры и удельного давления. При сварке разнородных материалов увеличение длительности сварки может сопровождаться снижением механических характеристик соединения из-за развития процессов гетеродиффузии, приводящих к формированию в зоне соединения хрупких интерметаллидных фаз.
Для осуществления диффузионной сварки в настоящее время создано свыше 70 типов сварочных диффузионно-вакуумных установок. Разработка и создание установок для диффузионной сварки в настоящее время ведется в направлении унифицирования систем (вакуумной, нагрева, давления, управления) и сварочных камер. Меняя камеру в этих установках, можно значительно расширить номенклатуру свариваемых узлов. Некоторые виды конструкций, изготовленных диффузионной сваркой, приведены на рис. 3.71.
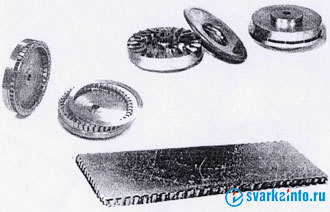
Рис. 3.71. Примеры титановых конструкций, изготовленных диффузионной сваркой
Cтраница 1
Вакуумная сварка обеспечивает безокислительный нагрев и применяется для соединения ответственных деталей приборов и измерительных инструментов, например для соединения твердосплавных пластин со сталью при изготовлении концевых мер длины, армированных твердым сплавом.
Для вакуумной сварки детали небольших толщин собираются плотно, без видимых зазоров IB стыках, ио не на прессовой посадке.
Интересен метод вакуумной сварки плавящимся электродом, разработанный в последнее время в МВТУ - МЭИ. При этом способе сварки горение дуги происходит в парах металла. Способ очень рационален для сварки толстостенных изделий из алюминиевых, титановых и других сплавов. Сварка в вакууме плавящимся электродом производительная, разогрев получается концентрированным, качество соединений высокое. В настоящее время уже разработаны крупногабаритные камеры для сварки этим способом.
Одной из разновидностей вакуумной сварки является диффузионная. В этом способе удачно скомбинированы вакуумирование, подогрев и обжатие деталей. При вакуумной сварке температура подогрева значительно ниже температуры плавления. Это позволяет осуществлять соединения без отрицательного термического влияния на прилегающие к шву металлы. Диффузионной сваркой соединяются различные однородные и разнородные тугоплавкие металлы, сплавы, окислы, керамика. В настоящее время производятся разносторонние разработки и исследования по улучшению оборудования для диффузионной сварки и технологических процессов соединений всевозможных материалов.
Электроды, пригодные для вакуумной сварки, должны обеспечивать получение металла шва, обладающего высокой пластичностью, очень плотного, не склонного к образованию трещин, с легко отделяемой шлаковой коркой.
Во Франции разработан метод вакуумной сварки тугоплавких и химически активных металлов потоком электронов. При этом методе поверхность металла, находящегося в вакууме, расплавляется за счет энергии, отдаваемой бомбардирующими электронами при ударах об эту поверхность. Направляя пучок электронов на место сварки, производят здесь сплавление металла свариваемых частей.
Диапазон толщин деталей, свариваемых диффузионной вакуумной сваркой, очень большой.
В особо ответственных случаях (при вакуумной сварке и др.) целесообразно удалить поверхностный слой меди на глубину 0.4 - 0.5 мм.
Больше всего в этой книге уделено места вакуумной сварке и пайке, имеющим особо важное значение в вакуумном аппаратостроении.
Для тугоплавких и весьма активных металлов может найти применение вакуумная сварка электронным лучом. Этот способ пока еще мало разработан, осуществление его встречает некоторые трудности, но, несомненно, он открывает возможность соединять некоторые трудносвариваемые материалы. Для повышения производительности сварки электронным лучом необходимо внедрение автоматизированных и механизированных процессов в производство, обеспечивающих непрерывную работу установки.
В отношении подачи кислорода также никаких особых требований для вакуумной сварки не предъявляется.
Азот дешев, но не может быть применен для вакуумной сварки стали, так как при высоких температурах в среде азота образуются нитриды железа и хрома, обладающие очень высокой твердостью и делающие сварной шов неравномерным и пористым.
Указаны условия получения 1вакуумно - плотных сварных и паяных швов, кратко описаны лучшие методы вакуумной сварки и аппаратура для нее. Приведены рецептура и способы приготовления флюсов для вакуумной пайки черных и цветных металлов.
Диффузионная сварка – процесс производства неразъемного сварного соединения за счет диффузии (внедрения) атомов одного металла (обычно более мягкого) в кристаллическую решетку другого (более твердого). Таким образом, можно получать прочные неразъемные соединения разнородных металлов (биметалл), а так же неметаллов (например, керамика со стеклом).
Способ был выдуман в 53-м Н.Ф. Казаковым и широко используется до сих пор в частности при производстве гидромоторов авиационной техники. Возможно использование и в других направлениях, в особенности там, где необходимо получить прецизионные пары трения, а детали и узлы собраны с применением антифрикционных материалов и работают на высоких оборотах. В качестве примера такой пары можно привести соединение оловяно-свинцово-никелевой бронзы БрОСН-10-2-3 со сталью 30Х3ВА – оно используется в блоке цилиндров авиационного плунжерного насоса.
Оборудование:
Понадобится вакуумная печь, способная обеспечить среднюю или высокую степень вакуума и приспособление с усилием сжатия 1-4 кгс/мм2. Таким приспособлением может быть специальное устройство, собранное внутри печи или графитовый контейнер, представляющий собой стакан с резьбой, на который накручивается крышка. При сварке бронзы со сталью в таком контейнере можно создать необходимое для диффузии первоначальное давление за счет большого коэффициента линейного термического расширения бронзы.
Охлаждение садки обеспечивается подачей аргона в камеру. Быстрое охлаждение позволяет так же закалить стальную часть узла до твердости 40 HRC.
Технология сварки бронзо-стальных деталей гидравлических агрегатов
Некоторые особенности сварки бронз со сталями
Сварка бронз со сталями в вакууме дает возможность получать соединения с минимальным количеством окисных и других неметаллических фаз в зоне соединения. Отсюда высокая надежность и стабильность сварных соединений. Этому способствуют процессы диссоциации и возгонки окисных и жировых пленок на свариваемых поверхностях бронзы и стали, которые в условиях вакуума протекают значительно интенсивнее, чем при нагреве в газовых защитных средах или соляных ваннах. Так, например, растекаемость бронзового расплава (25,5% Sn) по поверхности малоуглеродистой стали при температуре 810-820 градусов при прочих равных условиях в вакууме (10 -2 Па) на порядок выше, чем в соляной ванне (NaCl+KCl). С повышением температуры это отношение еще больше возростает.
При изготовлении бронзо-стальных деталей гидравлических агрегатов часто возникает необходимость упрочнения стали путем ее термической обработки (закалки). При нагреве заготовок в соляной ванне операции сварки и закалки легко совмещаются в одном термическом цикле. В вакууме эти операции совместить технически сложно, за исключением тех случаев, когда закалка осуществима при скоростях охлаждения, реализуемых в потоке инертного газа (для специальных сталей). Поэтому термообработку бронзо-стальных деталей предполагается производить после сварки, как самостоятельную операцию. При этом температура закалки не должна превышать предшествующую температуру сварки.
Как показали экспериментальные исследования, термообработка не оказывает отрицательного влияния на свойства соединения. Прочность на разрыв сварных соединений ст. 30Х3ВА с Бр.ОС 10-10, полученных в вакууме и прошедших термообработку (закалка с 850-860 о С в масло, отпуск при 560 о С в течение 6 час) составляет, по экспериментальным данным, 310-330 МПа (31-33 кгс/мм 2) против 250-270 Мпа (25-27 кгс/мм 2) непосредственно после сварки. Последующая термообработка, как видно, благоприятно сказывается на упрочнении Бр. ОС10-10. Соединения этой стали с Бр.ОСН 10-1-3 после сварки и после аналогичной термообработки имеют примерно одинаковую прочность 300-330Мпа (30-33 кгс/мм 2)
Следует отметить положительное влияние предварительного гомогенизирующего отжига бронз на их прочность в сварных соединениях. Отжиг в вакууме при 750 о С в течение 5 часов, помимо удаления избытка растворенных газов, способствует получению после сварки более равномерного распределения свинцовой составляющей в ее структуре. Прочность возрастает до 350-380 МПа (35-38 кгс/мм 2) для обеих марок бронз, правда, последующая термообработка (закалка с отпуском) возвращает прочность на прежний уровень (300-330МПа).
Необходимо учитывать высокую упругость пара таких элементов как свинец и цинк, которые часто содержатся в бронзах. В результате их испарения возможны изменения химического состава бронзы в приповерхностном слое и образование в ней пор.
Количественная оценка средней скорости испарения свинца с поверхности Бр. ОСН 10-2-3 и Бр. ОС10-10 соответственно при температуре 870-860 о С за время сварки (≈ 10 мин) показывает, что потеря свинца составляет для обеих бронз от 10 до 15% от его общего количества в исследуемых образцах (d=15мм; d=3,5 мм). Толщина приповерхностного слоя, обедненного свинцом, составляет при этом 0,2-0,3мм. В остальном объеме образцов состав бронз остается практически без изменений. Средние скорости испарения свинца в течение первых 5 мин. изотермической выдержки при температуре сварки составляют 6х10 -5 и 30х10 -5 кГ/м 2 с, а в последующие 5-тиминутные периоды изотермической выдержки – 6х10 -5 и 15х10 -5 ; 4х10 -5 и 14х10 -5 ; 3х10 -5 и 13х10 -5 кГ/м 2 с. и т.д. соответственно. В таблице представлены экспериментальные значения средней скорости испарения свинца с поверхности Бр. ОСН 10-2-3 и Бр. ОС 10-10 (Vисп.х10 5 кГ/м 2 с) в течение первых 10 мин. изотермической выдержки при различных температурах в вакууме 10 -2 Па.
| Бронза | Температура, о С | ||||
| 700 | 750 | 800 | 860 | 900 | |
| Бр. ОСН 10-2-3 | ≈0 | 0,46 | 0,73 | 7,3 | 14,2 |
| Бр. ОС 10-10 | ≈0 | 3 | 5,5 | 22 | 43 |
Относительно высокая скорость испарения свинца с поверхности Бр.ОС 10-10 обусловлена более высокой по сравнению с Бр. ОСН 10-2-3 его концентрацией в жидкой фазе и в структуре, а также наличием в этой бронзе широких разобщающихся жидких прослоек по границам зерен, по которым свинец из глубины может свободно диффундировать к поверхности.
Скорость испарения свинца при температуре твердо-жидкого состояния бронзы, как показывают экспериментальные исследования, максимальна в начальный момент, при достижении бронзой температуры сварки, затем убывает до какого-то постоянного уровня, определяемого интенсивностью поступления свинца к поверхности из глубины бронзы. Последнее в большой мере зависит от характера распределения и количества жидкой фазы в структуре бронзы. Межзеренное распределение жидкой фазы и наличие широких сообщающихся на большую глубину (транзитных) каналов в структуре бронзового сплава увеличивают вероятность потерь свинца на испарение. В случае мелкокапельного распределения и наличия в структуре обособленных тонких межзеренных прослоек продвижение свинца к поверхности затруднено и его испарение со временем может прекратиться.
Приведенные выше значения испарения были получены в таких условиях нагрева, когда пары могли беспрепятственно распространиться от нагреваемого образца и осаждаться на холодные стенки вакуумной камеры, т.е. при нагреве в свободном (открытом) состоянии.
Скорость испарения свинца заметно падает, если бронзовый образец нагревать в вакууме в закрытом сосуде, например, в графитовом контейнере с плотно закрытой крышкой. Так, например, средняя скорость его испарения с поверхности Бр. ОС 10-10, выдержанной при 840-850 о С в течение 45 мин. в открытом стакане, составила 6,5х10 -5 кГ/м 2 с, в закрытом – 3,1х10 -5 кГ/м 2 с. При этом на стенках вакуумной камеры осадилось в первом случае 0,126 г, во втором – только 0,005 г свинца (масса образцов 6…7 г). Т.е. в закрытом сосуде остается практически вся испарившаяся легкоплавкая эвтектика. При последующих нагревах новых образцов в том же закрытом сосуде без удаления свинцовых конденсатов от предыдущих опытов скорость испарения продолжает снижаться до уровня, определяемого интенсивностью проникновения паров свинца через несплошности закрытого сосуда.
Таким образом, использование для оснастки закрытого типа, например, в виде графитовых кассет, позволяет значительно уменьшить потери свинца на испарение и практически полностью предотвратить его осаждение на холодные стенки вакуумной камеры. В случае диффузионной сварки открытых заготовок необходимо по возможности ограничивать свободные для испарения поверхности бронзы. С этих соображений, например, при сварке телескопических соединений, целесообразно применять вместо тонкостенных втулок цельные бронзовые стержни.
В заключении следует отметить, что такие работы можно производить при более низкой температуре, чем, например, в среде защитных газов или соляной ванне. Так как растекаемость жидкой фазы бронзы по стали в вакууме хорошая, температура сварки может быть всего на 15-20 градусов выше равновесного солидуса бронзы.
Нагрев в вакууме имеет также определенные технические преимущества по сравнению с нагревом в газовых защитных средах. Получение и контроль низкого остаточного давления значительно проще, чем получение и контроль нейтральных и восстановительных газов соответствующей чистоты. В вакуумных установках с достаточной надежностью можно поддерживать необходимую степень разряжения. Кроме того, расходы по эксплуатации вакуумных установок ниже по сравнению с печами с газовой атмосферой.
Технологическая оснастка для сборки и сварки деталей гидравлических агрегатов
При сварке бронз со сталями в твердо-жидком состоянии бронзы, независимо от способа нагрева, требуется применение различных приспособлений и технологической оснастки, предназначенных для сборки и фиксации свариваемых изделий при загрузке, нагреве и извлечении их из сварочной установки или печи. Для сборки телескопических соединений могут быть использованы гидравлические или механические прессы с необходимым усилием запрессовки, которое определяется действительной величиной натяга и жесткостью свариваемых заготовок. В собранном виде заготовки размещают в вертикальном положении на подставке или подвеске и загружают в печь (нагревательное устройство). Давление в контакте свариваемых материалов в этом случае создается за счет разного термического расширения бронзы и стали. Какие-либо дополнительные устройства для этой цели не требуются.
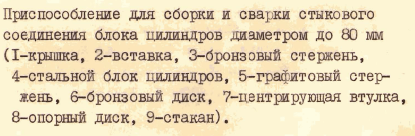
Для сварки стыковых соединений, например, при изготовлении бронзо-стальных башмаков или блоков цилиндров гидравлических агрегатов, на установках, в которых отсутствуют системы давления, следует применять сборочно- сварочные приспособления, с помощью которых в условиях общего нагрева создавалось бы требуемое силовое воздействие на свариваемые детали.
Основное назначение приспособления состоит в том, чтобы в процессе нагрева за счет термических напряжений, возникающих в системе приспособления-свариваемые изделия, сгладить имеющиеся на соединяемых поверхностях макро- и микронеровности и образовать между ними физический контакт.
Кинетика развития внутренних усилий и деформаций в системе приспособление-свариваемые изделия зависит от многих факторов: физико-механических характеристик материалов, конструкции и геометрических размеров всех элементов системы, распределения температур между ними и по сечению каждого элемента и т.д.
Ниже рассмотрены методы конструирования приспособлений для сборки и сварки стыковых соединений деталей гидравлических агрегатов (башмаков и блоков цилиндров) при нагреве в вакууме.
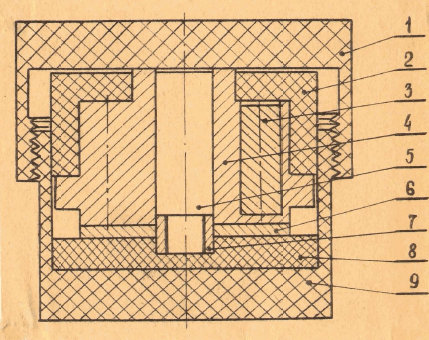
На рисунке 1 представлено приспособление для сборки и сварки стыкового соединения бронза-сталь блока цилиндров 1.
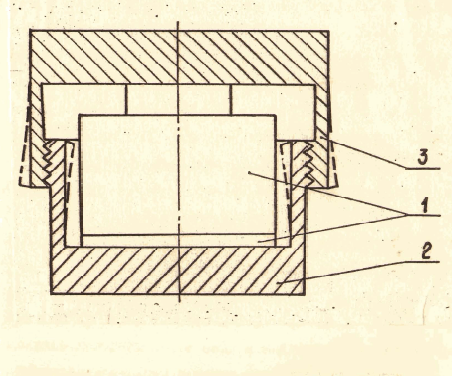
Оно состоит из тонкостенного стакана 2 и навинчиваемой на него сверху до упора в свариваемые детали тонкостенной крышки 3. В отличие от известных конструкций, состоящих, как правило, из двух запорных фланцев и съемных стяжных элементов (одного или нескольких стяжных болтов, распорных втулок и пр.), рассматриваемое приспособление содержит две однотипные детали, в которых роль стяжного элемента играют тонкостенные цилиндрические обечайки, выполненные заодно с опорными фланцами и связанные друг с другом с помощью резьбового соединения.
Приспособление вместе со свариваемыми изделиями образует замкнутую систему, в которой следует различать активную часть (свариваемые детали изделия) и пассивную часть (стяжные элементы). Для возникновения внутренних напряжений в системе (сжатия в активной части и растяжения в пассивной) необходимо, чтобы при нагреве суммарное термическое удлинение элементов активной составляющей системы было больше, чем термическое удлинение пассивной. Это достигается соответствующим подбором материалов приспособления по их коэффициентам термического расширения.
Элементы приспособления должны иметь достаточно высокое сопротивление пластической деформации при высоких температурах. Для их изготовления пригодны жаропрочные материалы, имеющие стабильную структуру и сохраняющие свои свойства при многократном термоциклировании. При сварке в вакууме следует учитывать также возможность схватывания элементов приспособления друг с другом. и сор свариваемыми изделиями.
Наиболее удовлетворяют перечисленным выше требованиям углеграфитовые материалы, например, высокопрочный графит марок МПГ-6 или ВПП. Они обладают наиболее низким из доступных материалов коэффициентом термического расширения, и дает возможность получать большой деформационный потенциал приспособления, имеют прочность, достаточную для создания требуемого силового воздействия на свариваемые изделия, химически стойки и не взаимодействуют в вакууме с большинством металлов при высоких температурах (до 1000 градусов Цельсия), термостойки, легко обрабатываются и, что также очень важно, могут оказывать дополнительное защитное действие на соединяемые металлы, связывая возможные примеси кислорода во внутреннем пространстве приспособления.
Принцип действия приспособления (оснастки)
Заключается в следующем. Собранные под сварку детали 1 (рис.1) ставят на дно стакана 2 и сжимают вручную с помощью навинчивающейся сверху крышки 3. Откачка воздуха, замкнутого внутри такой кассеты, происходит в вакуумной печи (10-2) через естественные несплошности в резьбовом соединении крышки со стаканом. При длительной откачке внутри кассеты создается достаточное для осуществления качественной сварки степень разрежения. В то же время проникновение легкоиспаряющихся компонентов бронзы, например, свинца, через несплошности резьбового соединения затруднено, и внутри кассеты в результате этого создается давление паров, препятствующее дальнейшему его испарению с поверхности деталей. Потери металлов на испарение тем меньше, чем меньше объем незаполненного пространства внутри кассеты и чем плотнее резьбовое соединение крышки со стаканом. Выполнению последнего условия способствуют внутренние усилия, возникающие в системе приспособление – свариваемые изделия при нагреве ее до высокой температуры. Под действием этих усилий (растяжения в стяжных элементах оснастки) резьбовое соединение еще больше уплотняется и сопротивление потоку паров металлов таким образом возрастает.
Передача осевого усилия в приспособлении происходит по наклонным поверхностям резьбы. В результате этого в резьбе возникают равномерно распределенные по окружности радиальные усилия, которые деформируют тонкие цилиндрические обечайки в соответствующих направлениях, как это схематически показано пунктиром на рис.1. Накапливаемая при нагреве упругая деформация приспособления складывается таким образом из деформации его стяжных элементов не только в осевом, но и в радиальном направлении. После достижения соединяемыми деталями температуры сварки, когда сопротивление пластической деформации бронзы невелико, часть накопленной упругой деформации приспособления расходуется на сглаживание макро-микронеровностей в стыковом соединении, часть – на устранение вероятных несплошностей и перекосов, вызванных неточностями изготовления и сборки свариваемых деталей и элементов приспособления. Чем больше деформационный потенциал приспособления, тем больше вероятная пластическая деформация осадки бронзы в процессе сварки.
Необходимым условием образования плотного (без пор и микронесплошностей) соединения при диф.сварке является наличие физического контакта свариваемых поверхностей металлов друг с другом по всей площади сварного соединения. Прочность соединения возрастает, если фактическая площадь физического контакта близка или равна величине его геометрической площади. При сварке бронзы со сталью физический контакт образуется, главным образом, за счет пластического течения бронзы, как более мягкого материала, путем заполнения ею неровностей на поверхности стали. При этом пластическая деформация происходит не только в приповерхностных слоях бронзы, но и во всем ее объеме, воспринимающем сварочное давление. В связи с этим величина пластической деформации (осадки) бронзовой заготовки должна быть больше суммарной высоты микронеровностей на свариваемых поверхностях, и при оценке требуемой величины осадки при сварке можно лишь в первом приближении ориентироваться по средней статистической высоте макро- и микронеровностей стыкуемых поверхностей.
При определении требуемой величины деформационного потенциала приспособления необходимо учитывать также шероховатость контактирующей с бронзой опорной поверхности приспособления, неплоскостность, непараллельность (биение относительно центральной оси) опорных поверхностей свариваемых заготовок и всех элементов приспособления, т.е.
где К – деформационный потенциал системы;
Δi – различные отклонения от плоскости и биения опорных поверхностей свариваемых заготовок и элементов приспособления.
Так, например, если предположить, что для рассматриваемой конструкции приспособления (рис 1) средняя высота микронеровностей свариваемых поверхностей бронзы и стали, а также опорной поверхности бронзы и контактирующей с ней опорной поверхности при способления составляет 0,025 мм и все стыкуемые поверхности, в том числе в резьбовом соединении приспособления, имеют неплоскостность и биение, равные по 0,02 мм соответственно, то деформационный потенциал системы должен быть
К>(4*0,025+4*0,02+2*0.02+2*0,02)=0,26 мм
К>0,026
Сборочные эскизы. сварка систем «бронза-сталь» в графитовых контейнерах
Справка: Технология диффузионной сварки востребована в промышленности при производстве гидромоторов для авиационной техники — плунжерные насосы и т.д. и в других отраслях промышленности, где нужно получить биметаллы.
Худой, с горящими глазами, склонностью к садизму и эзотерике , с манией величия - таким запечатлели его современники и дали соответствующие прозвища: Кровавый барон, Чёрный барон. В судьбах сподвижников он оставил тёмный след, многие плохо кончили, некото
Венгерская армия помимо боевых действий на Восточном фронте участвовала в подавлении партизанского движения и карательных акциях против мирного населения на оккупированной территории СССР - в Белоруссии, на Украине, а также в Брянской и Курской областях Р
Отсутствует Нет данных Сборник продолжает (с 1988 г.) математическую направленность всемирно известной серии «Проблемы кибернетики». В сборник включены оригинальные и обзорные статьи по магистральным направлениям мировой науки, содержащие новейшие рез



")


